
Sewage Treatment Conveyor Chains: A Critical Component for Wastewater Engineering
5/25/20268 min read
Introduction to Sewage Treatment Conveyor Chains
Sewage treatment conveyor chains are vital components within wastewater treatment facilities. They serve as integral mechanisms that facilitate the efficient movement of sludge, screenings, and other waste materials from one process stage to another. These chains are specifically engineered to handle the unique challenges presented by sewage and industrial waste, ensuring uninterrupted flow and operational efficiency in treatment processes.
The primary function of sewage treatment conveyor chains revolves around transporting solid waste to designated areas for processing or disposal. They are designed to withstand corrosive environments and heavy loads, often composed of materials that resist degradation due to exposure to chemicals commonly found in wastewater. By utilizing durable and robust construction, these chains help maintain the continuous operation of sewage treatment systems.
In addition to their transporting role, sewage treatment conveyor chains contribute to the overall automation of wastewater management processes. By integrating with various components, such as screens, filters, and press systems, they facilitate a streamlined approach to waste handling. This automation results in decreased manual labor necessity and enhances safety standards in treatment plants by minimizing human interaction with potentially hazardous materials.
Furthermore, regular maintenance and proper alignment of conveyor chains are essential to prevent downtime and ensure reliable operation. Neglecting maintenance can lead to mechanical failures, resulting in costly repairs and interruptions in the treatment processes. Therefore, understanding the significance of sewage treatment conveyor chains is crucial for optimizing wastewater management strategies and promoting sustainable practices in the engineering of sewage treatment plants.
Working Environments of Sewage Pools
The environments of sewage pools present unique challenges that significantly impact the performance and durability of equipment, including sewage treatment conveyor chains. These environments are typically characterized by high moisture levels, aggressive chemical exposure, and substantial temperature fluctuations. Each of these factors presents distinct operational challenges that must be carefully navigated to ensure the efficiency of wastewater treatment processes.
High humidity levels are a permanent feature in sewage pools, resulting from the constant presence of liquids and the emissions from decomposing organic material. This moisture fosters an environment where corrosion can thrive, especially on metallic components of conveyor chains. As such, selecting the right materials and coatings for conveyor chains is vital for longevity. Corrosion-resistant alloys and protective coatings can greatly extend the life of these components, reducing the frequency of maintenance and replacements.
Chemical exposure is another critical factor in sewage pools. The nature of wastewater varies, containing harmful chemicals, biological agents, and particulates. These substances can adversely affect the structural integrity of conveyor chains, leading to premature wear and failure. Exposure to corrosive elements necessitates that the materials used in constructing these chains are compatible with wastewater characteristics. Consequently, utilizing properly engineered polymer chains or specially coated metal chains can provide enhanced durability against chemical corrosion.
Furthermore, temperature variations in sewage pools can influence the physical properties of conveyor chains. Extreme variations can lead to expansion or contraction of materials, impacting the precise fit and functionality of the chain mechanisms. It is essential to account for these temperature changes in both the design and material choices for conveyor chains. Overall, understanding the hostile working environments of sewage pools is crucial for the development, selection, and proper maintenance of conveyor chains in wastewater engineering.
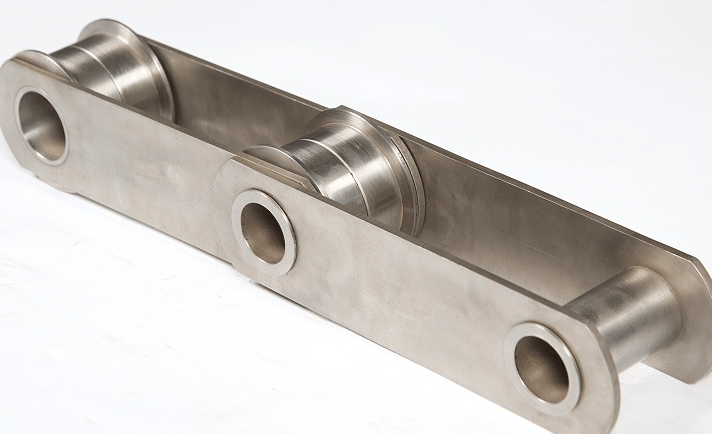
Core Structure of Sludge Scraper Chains
The design and structural components of sludge scraper chains are fundamental to their performance in sewage treatment applications. These chains are specifically engineered to facilitate the efficient movement and removal of sludge from wastewater treatment tanks. The core design incorporates several key elements that collectively enhance their operational efficiency and durability.
One primary consideration in the construction of sludge scraper chains is the material selection. The chains are typically made from high-strength steel or specialized alloys that can withstand the harsh conditions encountered in sewage treatment environments. This includes exposure to corrosive substances, varying temperatures, and heavy loads. The choice of materials directly impacts the longevity and reliability of the chains, which are crucial for ensuring consistent operation in wastewater facilities.
The chain design itself often features a combination of links and attachments that are meticulously planned to optimize performance. The geometry of the chain links ensures smooth movement across support rails, reducing friction and, consequently, minimizing wear. Furthermore, the inclusion of attachments, such as scrapers or paddles, is tailored to facilitate the effective transport of sludge, enabling the chains to operate efficiently even when handling thick or inclined sludge layers. This design consideration allows for adaptability in different sludge types and flow conditions.
Additionally, the functional aspects of sludge scraper chains are enhanced through rigorous testing and engineering refinements. These chains are subjected to various operational stresses to ensure they can perform under the most demanding conditions. This ongoing evaluation and innovation in design contribute to the overall efficacy of the sewage treatment process.
In summary, the core structure of sludge scraper chains combines thoughtful material selection with advanced design principles, tailored to meet the specific functional demands of sewage treatment systems. This results in components that are not only efficient in performance but also reliable over extended periods of use, emphasizing their critical role in wastewater engineering.
Material Selection for Anti-Corrosion Properties
In the realm of wastewater engineering, the selection of materials for sewage treatment conveyor chains emerges as a pivotal factor influencing the overall functionality and longevity of equipment. The harsh environments inherent in sewage treatment processes necessitate the use of materials with superior anti-corrosion properties. This is primarily due to the direct exposure to aggressive chemicals and varying moisture levels that can lead to rapid degradation if inappropriate materials are used.
Commonly considered materials include stainless steel, which stands out for its excellent resistance to corrosion. It displays remarkable strength and durability, making it an ideal choice for conveyor chains that may encounter acidic or alkaline conditions. Specific grades of stainless steel, such as 304 and 316, are often selected for their enhanced resistance to pitting and crevice corrosion, thus extending the lifespan of conveyor systems in wastewater treatment plants.
Additionally, plastic and composite materials have gained popularity for specific applications. These materials, such as high-density polyethylene (HDPE) and polyvinyl chloride (PVC), are inherently resistant to corrosion and lightweight, making them easier to handle and install. Moreover, they are less prone to wear and tear when transporting solids, an essential consideration in sewage treatment operations. However, the use of these materials may come with limitations, as they might not stand up to higher temperatures or mechanical stresses as effectively as metal counterparts.
In summary, the choice of materials used for sewage treatment conveyor chains should be informed by the specific environmental conditions and performance requirements. The goal is to achieve a balance between durability and cost-effectiveness, ensuring extended service life while minimizing maintenance needs. Evaluating material options based on their anti-corrosion properties is crucial for the efficient operation of sewage treatment facilities.
Heat Treatment Processes for Enhanced Performance
Heat treatment processes play a pivotal role in the enhancement of sewage treatment conveyor chains, ensuring that they meet the demanding mechanical requirements of wastewater engineering. These processes include various techniques such as annealing, quenching, and tempering, each contributing to the improvement of the chains’ mechanical properties like tensile strength and toughness.
Annealing is a heat treatment technique that involves heating the conveyor chains to a specific temperature and then allowing them to cool slowly. This process reduces internal stresses and improves ductility, making the chains more resilient and less prone to fracture under heavy loads. By refining the grain structure of the metal, annealing enhances its overall performance in harsh wastewater environments, which are often characterized by corrosive substances.
Quenching, on the other hand, involves heating the chains to a high temperature and then rapidly cooling them, typically with water or oil. This technique increases the hardness of the metal, achieving a balance between strength and brittleness. The rapid cooling process locks in certain crystalline structures that contribute to the chain’s ability to withstand wear and fatigue, which is essential given the operational conditions they endure in sewage treatment plants.
Tempering is often conducted after quenching; it involves reheating the already quenched material to a lower temperature and then allowing it to cool. This process alleviates some of the brittleness introduced during quenching while retaining a high level of strength. This dual benefit makes tempered chains particularly effective for applications where resistance to shock loading is crucial.
Overall, the integration of these heat treatment techniques significantly enhances the performance and longevity of sewage treatment conveyor chains, enabling them to operate efficiently under rigorous conditions. Utilizing heat treatment processes ensures that these critical components of wastewater engineering remain durable and reliable, which is vital for the integrity of the entire sewage treatment system.
Key Quality Test Indicators for Sewage Chains
Sewage treatment conveyor chains are essential components in the wastewater management process, and their reliability and durability depend significantly on the quality of materials and construction methods used. Quality test indicators play a critical role in evaluating the performance of these chains to ensure they meet industry standards. Several testing methods are employed to assess various parameters, providing insights into the operational effectiveness and longevity of sewage chains.
One key quality indicator is tensile strength, which measures the chain's ability to withstand tension without breaking. This is essential as sewage chains are subjected to considerable forces during operation. Tensile testing is typically conducted following standardized protocols to provide consistent and comparable results. Chains with high tensile strength are less likely to fail, resulting in fewer maintenance interventions and enhanced reliability.
Another significant indicator is corrosion resistance, as sewage environments can be harsh and lead to rapid wear. Tests are conducted to evaluate how well the chain material can withstand chemical exposure and other corrosive elements typically found in wastewater. Materials that exhibit high corrosion resistance will ensure longer service life and reduced risk of chain failure.
Furthermore, wear resistance is a critical factor that is often assessed through abrasion tests. This measures the chain's ability to maintain its operational integrity over time, considering the abrasive materials present in sewage systems. Chains that show minimal wear will contribute to consistent performance, less downtime, and lower replacement costs.
Finally, dynamic testing methods might be employed to simulate real operational conditions. These tests assess the overall functionality of the sewage chains under various load scenarios and speeds, providing insights into their performance in actual applications. By evaluating these key quality test indicators, operators can ensure that sewage treatment conveyor chains are not only reliable but also capable of maintaining high efficiency in wastewater engineering processes.
Long Service Life Sewage Chains by Hangzhou Ocean Industry Co., Ltd.
Hangzhou Ocean Industry Co., Ltd. is recognized for its expertise in manufacturing sewage treatment conveyor chains that offer exceptional longevity and durability. These chains are essential components within wastewater plants, providing reliable performance under the demanding conditions of sewage management. Designed with cutting-edge technology, these chains are engineered to withstand harsh environments, ensuring prolonged operational efficacy.
One of the standout features of Hangzhou Ocean's sewage chains is their robust construction. The use of high-quality materials coupled with advanced manufacturing techniques enhances the resistance of these chains against corrosion and wear. This durability not only reduces the need for frequent replacements but also ensures that wastewater facility operators can maintain consistent performance and reliability in their operations, ultimately safeguarding environmental standards.
Another innovative characteristic of these long service life sewage chains is their customizable design. Hangzhou Ocean understands that wastewater engineers and equipment manufacturers have specific requirements, which is why they offer tailored solutions. These customizations include variations in pitch, width, and strength, enabling clients to select chains that perfectly align with their operational needs, whether for heavy-duty applications or standard setups.
Furthermore, the commitment to quality is at the forefront of Hangzhou Ocean's mission. The company implements rigorous quality control measures throughout the production process to ensure each chain meets international standards. By prioritizing quality and performance, Hangzhou Ocean Industry Co., Ltd. has established itself as a preferred supplier to the wastewater treatment sector. Their long service life sewage chains not only provide practical benefits but also contribute to the overall efficiency of wastewater management operations.
Quality
Expert chain manufacturing with 20 years experience.
GET IN TOUCH
Tel:+86-571 88065675 | +86-571 88842852
E-mail:oceanindustry@vip.163.com
Fax:+86-571 88844378
Address:4th Floor, Block 2, Qianjiang Century Industrial Park, 2327 Hongning Road,Ningwei Town,Hangzhou, China
© 2005. All rights reserved.