
Understanding Industrial Conveyor Chains: A Comprehensive Guide for Mechanical Engineers and Procurement Teams
5/20/20268 min read

Introduction to Industrial Conveyor Chains
Industrial conveyor chains play a vital role in the efficiency of manufacturing and logistics processes across numerous industries. These robust systems facilitate the movement of goods and materials from one point to another, significantly enhancing productivity. Conveyor chains encompass a variety of designs and configurations, and their understanding is crucial for mechanical engineers and procurement teams tasked with selecting and maintaining these essential components.
The importance of industrial conveyor chains cannot be understated. They are commonly utilized in sectors such as automotive, food and beverage, mining, and packaging. Each of these industries has specific requirements that conveyor chains must meet, such as load capacity, speed, and environmental conditions. For instance, in the food industry, conveyor chains must adhere to strict hygiene regulations while providing reliability and efficiency during high-speed operations.
Understanding the various applications of conveyor chains is paramount for professionals working in mechanical engineering and procurement. Each application demands a certain type of chain, whether it is a high-strength roller chain used for heavy-duty transport or a smaller, more flexible chain suited for intricate maneuvering. This knowledge enables professionals to make informed decisions when selecting materials and equipment, ensuring that they align with operational goals and performance expectations.
Moreover, with advancements in technology, conveyor chain systems are becoming increasingly versatile, incorporating automation and monitoring solutions that enhance their functionality. This evolution underscores the importance of continual education for mechanical engineers and procurement teams, as they must remain informed about the latest trends and best practices. By mastering the fundamentals of industrial conveyor chains, these professionals can contribute significantly to their organizations' efficiencies and overall success.
Core Structural Composition of Conveyor Chains
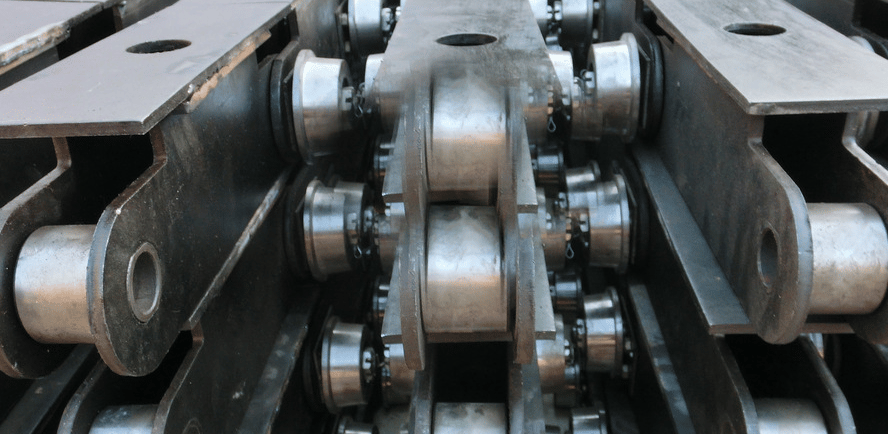
Conveyor chains are an essential component in various industries, enabling the efficient transport of materials and products throughout facilities. Understanding the core structural composition of these chains is crucial for mechanical engineers and procurement teams when selecting the right type for their applications. The fundamental components of conveyor chains include links, rollers, and pins, each contributing to the chain's overall performance and reliability.
The links are the primary building blocks of a conveyor chain, typically made from strong materials such as steel or stainless steel. They provide structural integrity and form the backbone of the chain, enabling it to withstand heavy loads and stresses during operation. The design of the links is vital as it influences the chain's flexibility and capacity to navigate around sprockets. A well-designed link ensures minimal wear and enhances the overall durability of the system.
Rollers are another critical component, facilitating smooth movement along the chain's path. The role of rollers in a conveyor chain is to reduce friction between the chain and its supporting mechanisms, leading to more efficient operation. By minimizing resistance, rollers contribute to the longevity of both the chain and the equipment it operates with. Moreover, different types of rollers can be employed based on the specific requirements of the application, such as the need for higher speeds or heavy-duty loads.
Pins connect the links and support the function of the rollers, acting as pivot points that allow the chain to articulate. The strength and design of the pins are essential as they may experience significant wear due to constant movement and load. High-quality pins ensure that the chain remains structurally sound, preventing premature failure. Each component, from links to rollers and pins, plays a vital role in the performance of conveyor chains, collectively creating a reliable and efficient material handling solution.
Working Principles of Conveyor Chains
Conveyor chains are crucial components in various industries, offering efficient solutions for transporting materials and goods. At their core, these chains utilize a sequence of links, which interconnect to form a flexible yet robust mechanism capable of bearing substantial loads. The primary function of conveyor chains is to transmit power and transfer loads across a fixed path, commonly between two pulleys or sprockets.
The operation of conveyor chains is heavily reliant on mechanical principles, particularly the interplay between tension and friction. As the chain loops around the sprockets, it experiences tension, which is vital for maintaining its structural integrity and ensuring reliable movement. Adequate tensioning is essential as it prevents slippage, allowing the chain to convey materials smoothly from one point to another. A well-adjusted tension not only enhances performance but also extends the lifespan of the conveyor system.
Gear systems further augment the efficiency of conveyor chains. These systems often consist of a series of gears that engage with chain links, facilitating transformation of motion and power distribution. Depending on the design and arrangement, these gears can amplify the torque provided by the power source, ensuring that heavier loads can be moved effortlessly. This precision in operation is crucial in environments where consistency and reliability are paramount.
Furthermore, the design of conveyor chains can vary significantly to meet specific industrial requirements. For instance, heavy-duty chains are employed in manufacturing and mining, where they must endure extreme conditions and loads. Conversely, lighter, more flexible chains are utilized in food processing or packaging industries, where hygiene and performance are critical. By understanding the working principles of conveyor chains and their design variations, mechanical engineers and procurement teams can more effectively select appropriate systems tailored to particular applications.
Mainstream Material Options for Conveyor Chains
Conveyor chains are essential components in various industrial applications, and the choice of material significantly influences their performance and longevity. The three most common materials used in the manufacturing of conveyor chains are carbon steel, stainless steel, and plastic, each presenting distinct benefits and drawbacks that impact their suitability for specific environments.
Carbon Steel is widely used for its high strength and cost-effectiveness. It is an excellent choice for applications that do not require corrosion resistance, as it can withstand substantial loads and provide durability in dry environments. However, carbon steel is prone to rust when exposed to moisture, limiting its use in wet conditions without additional protective coatings.
In contrast, Stainless Steel conveyor chains offer superior corrosion resistance, making them suitable for applications within food processing, pharmaceuticals, and other industries where sanitation is paramount. The inherent strength of stainless steel also ensures that these chains are reliable under heavy loads. Nevertheless, the higher cost of stainless steel may be a drawback for projects operating within tighter budgets.
Plastic conveyor chains represent another viable option, especially in environments where weight reduction is a priority. Plastic chains are often lighter than their metal counterparts, which can lead to energy savings during operation. Furthermore, they resist corrosion and are suitable for applications involving chemicals, thereby minimizing maintenance needs. However, plastic chains may not endure heavy loads or extreme temperatures as effectively as metal chains and generally have a shorter lifespan.
When selecting conveyor chain materials, critical factors such as durability, corrosion resistance, and cost-effectiveness must be meticulously evaluated to ensure optimal performance in the intended application. Taking these elements into account will assist engineers and procurement teams in determining the most suitable material for their conveyor chain needs.
Complete Manufacturing Flow: From Stamping to Assembly
The manufacturing process of industrial conveyor chains is a comprehensive procedure that encompasses several critical stages, ensuring that the final product meets the rigorous demands of various industrial applications. The journey begins with stamping, a process wherein sheets of metal are shaped into specific components required for the conveyor chain. This initial stage is pivotal, as it lays the groundwork for the functionality and durability of the chain. Stamping utilizes a combination of hydraulic and mechanical presses to achieve precise shapes and dimensions, allowing for effective interlocking of links later on.
Following stamping, the metal components undergo heat treatment. This step is crucial as it enhances the mechanical properties of the metal, ensuring that the components can withstand the stresses and wear encountered during operations. Heat treatment can involve processes such as annealing, quenching, and tempering, which adjust hardness and flexibility to optimize performance. The exact specifications of heat treatment will vary based on the material used and the intended application of the conveyor chain, ensuring a balance between strength and malleability.
The culmination of the manufacturing flow occurs during the final assembly stage. Here, all pre-fabricated and heat-treated components are meticulously integrated to form the complete conveyor chain. This assembly process requires attention to detail, as the efficiency of a conveyor chain relies heavily on the precision with which components are joined. Additionally, various forms of quality control measures are employed at this stage to ensure that the assembled chains meet compliance standards and can perform reliably in their intended environments. Each step in the manufacturing process contributes cumulatively to the overall quality and performance of conveyor chains, underscoring the importance of meticulous attention to detail throughout the production stages.
Key Performance Indicators for Quality Inspection
In the realm of industrial conveyor chains, effective quality inspection is paramount. To ensure that these systems operate smoothly and efficiently, various performance metrics must be systematically evaluated. The selection of relevant Key Performance Indicators (KPIs) is critical for assessing the operational quality of conveyor chains, thereby promoting reliability in manufacturing processes.
One of the primary KPIs is load capacity, which refers to the maximum weight that a conveyor chain can safely transport. This measure is essential because exceeding the load capacity can lead to premature wear, mechanical failure, and safety hazards. Regular inspection of the load capacity ensures that the conveyor system operates within its designed limits, enhancing both efficiency and lifespan.
Another essential metric is the wear and tear rate of the conveyor chains. This refers to the assessment of how quickly chain components degrade over time under operational conditions. Employing techniques such as visual inspection and the use of wear measurement tools can help identify early signs of fatigue and prevent unexpected failures. Evaluating wear not only aids in determining potential replacement schedules but also supports the overall maintenance strategy.
Operational efficiency is also a significant KPI, assessing how effectively the conveyor chain performs its intended functions. This includes evaluating the chain's speed, accuracy, and energy consumption. Monitoring these parameters allows engineers to identify possible bottlenecks and implement improvements that enhance productivity.
Lastly, the failure rate of conveyor chains is crucial for quality inspection. An increase in failure rates can indicate underlying issues in the manufacturing process or indicate the need for design improvements. By analyzing failure data, teams can take proactive measures to mitigate risks associated with conveyor systems.
By systematically monitoring these KPIs, mechanical engineers and procurement teams can ensure that industrial conveyor chains are held to high quality standards, thereby optimizing operational performance and maintaining safety in the workplace.
Reliable Conveyor Chain Solutions from Hangzhou Ocean Industry Co., Ltd.
Hangzhou Ocean Industry Co., Ltd. stands as a leader in providing robust and efficient conveyor chain solutions tailored to various industrial needs. With a diverse product portfolio, the company caters to sectors including manufacturing, logistics, food processing, and mining, ensuring that their conveyor chains meet the specific demands of each application.
The products offered by Hangzhou Ocean range from standard roller chains to specialized designs, each engineered for optimal performance. These chains are manufactured using high-quality materials and undergo rigorous testing processes to assure durability and reliability. By prioritizing innovation in their design processes, Hangzhou Ocean continues to upgrade their conveyor chains to incorporate the latest technology, ensuring that their customers benefit from increased efficiency and reduced operational costs.
One significant aspect of Hangzhou Ocean's product offerings is their adaptability. The company provides customizable solutions based on client specifications, which allows mechanical engineers and procurement teams to select conveyor chains that perfectly align with their project requirements. This attention to customization not only facilitates seamless integration into existing systems but also enhances overall productivity.
Furthermore, Hangzhou Ocean’s commitment to customer satisfaction is evident through their comprehensive support services. They offer expert consultation during the design phase and implement ongoing maintenance solutions, ensuring that clients can maximize the lifespan and operational efficiency of their conveyor chains. By fostering strong relationships with their customers, Hangzhou Ocean reinforces its position as a trusted partner in the industrial conveyor chain market.
Quality
Expert chain manufacturing with 20 years experience.
GET IN TOUCH
Tel:+86-571 88065675 | +86-571 88842852
E-mail:oceanindustry@vip.163.com
Fax:+86-571 88844378
Address:4th Floor, Block 2, Qianjiang Century Industrial Park, 2327 Hongning Road,Ningwei Town,Hangzhou, China
© 2005. All rights reserved.